Proses Pembuatan Semen (Cement Manufacturing Process)
Udah tiga minggu aja Training di
Perusahaan Semen ini. Setelah dua minggu belajar mengenai Leadership dan
Company Profile, minggu ke-3 ini mulai lah belajar hal-hal teknis
mengenai pabrik semen  Hari pertama diminggu ke-3 Ane belajar mengenai Cemen manufacturing
Process. Ane dikasih gambaran secara umum mulai dari definisi semen,
tahapan-tahapan produksi semen, alat-alat atau unit proses yang ada di
pabrik semen, sampai indikator-indikator apa saja yang menggambarkan
kualitas dari semen itu sendiri. Oke dah langsung sharing aja Gan!
Hari pertama diminggu ke-3 Ane belajar mengenai Cemen manufacturing
Process. Ane dikasih gambaran secara umum mulai dari definisi semen,
tahapan-tahapan produksi semen, alat-alat atau unit proses yang ada di
pabrik semen, sampai indikator-indikator apa saja yang menggambarkan
kualitas dari semen itu sendiri. Oke dah langsung sharing aja Gan!
A. Sejarah Semen
Sebenernya, abad ke-18 (ada juga yang
bilang 1700 M) seorang insinyur Sipil, John Smeaton udah bikin ramuan
cikal bakal semen, yaitu adonan campuran antara batu kapur dan tanah
liat yang kemudian dia pakai untuk membangun menara suar Eddystone di
lepas pantai Comwall, Inggris. Tapi, bukan Smeaton yang mempatenkan
cikal bakal semen ini. Seorang insinyur yang juga berkebangsaan Inggris,
Josep Aspdin lah yang mengurus hak paten pada tahun 1824, yang kemudian
dia sebut Semen Portland. Dinamai begitu karena warna hasil akhir
olahannya mirip tanah liat yang ada di Pulau Portland, Inggris.
B. Definisi Semen Portland
Menurut SNI 15-2049-2004, Semen Portland
adalah semen hidrolisis yang dihasilkan dengan cara menggiling terak
(klinker) semen portland terutama yang terdiri atas Kalsium Silikat yang
bersifat hidrolisis dan digiling bersama-sama dengan bahan tambahan
berupa satu atau lebih bentuk kristal senyawa kalsium sulfat dan boleh
ditambah dengan bahan tambahan lain. Kalo dilihat dari definisinya,
bikin bingung emang hahaha tapi kalo udah ngerti, bisa lah dicerna Gan
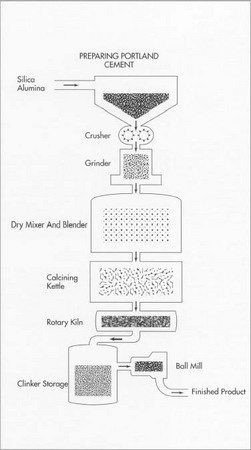
C. Proses Pembuatan Semen
Sebelum masuk ke proses pembuatan, kita mesti tau dulu bahan baku apa aja sih yang dipakai buat bikin semen?
1. Limestone (batu kapur) yang banyak mengandung CaCO3
2. Clay (tanah liat) yang banyak mengandung SiO2 dan Al2O3
3. Pasir silika yang banyak mengandung SiO2
4. Pasir besi yang banyak mengandung Fe2O3
Sebenernya proses pembuatan semen itu
intinya mengabil oksida-oksida yang terkandung di empat bahan baku di
atas yang pada akhirnya membentuk mineral-mineral baru yang membentuk
komposisi semen. Berikut tahapan tahapan produksi semen.
1. Raw Material Extraction & Preparation
Pertama-tama dilakukan persiapan bahan
baku baik penambangan (quarry) limestone maupun clay. Tahapan
penambangan seperti pada umumnya, ada drilling, blasting, haulage dan
loading, selengkapnya bisa di liat di referensi mengenai penambangan.
Ukuran limestone hasil tambang umumnya masih besar, sehingga hasil
tambang tadi dibawa ke Crusher. Crusher berfungsi untuk mengecilkan
ukuran limestone hasil tambang. Maksimum ukuran limestone yang masuk ke
crusher adalah 1500 mm dan setelah keluar crusher menjadi sekitar 75 mm.
Mungkin ada sebagian yang bingung gimana persiapan dari bahan baku yang
lain seperti clay, pasir silika dan pasir besi. Ketiga bahan baku itu
juga punya treatment sendiri-sendiri. Kenapa yang dibahas hanya batu
kapur? itu karena batu kapur merupakan bahan baku utama hehehe.
Setelah limestone melewati crusher,
limestone tersebut ditampung di sebuah tempat (storage). Ditempat ini
terjadi proses pre-homogenization. Limestone hasil dari crushing tadi
tentunya belum sepenuhnya memiliki ukuran yang sama, sebagian ada yang
terlalu kecil, artinya ukurannya belum sama. Pada storage ini, limestone
yang ukurannya berbeda tersebut disebar merata (komposisinya) sehingga
homogen. Ada beberapa alat yang dipakai pada proses pre-homogenization
ini, seperti stack dan reclamer yang masing-masing ada macam-macamnya
juga (terlalu panjang buat dijelasin, silahkan searching2 aja di google
hehehe).
2. Raw Meal Preparation
Dari storage tersebut limestone dibawa
oleh belt conveyor menuju bin silo, demikian pula dengan clay, pasir
silika dan pasir besi masuk ke bin silo masing-masing seperti gambar
berikut.

Bin Silo
Dari sini lah keempat bahan baku tersebut
mulai dicampurkan. Umumnya untuk membuat semen portland (Tipe I) adalah
sebagai berikut:
1. Limestone (+/- 82%)
2. Clay (+/- 13,5%)
3. Pasir Silika (+/- 3%)
4. Pasir besi (+/- 1,5%)
Setelah bahan baku tersebut dicampur,maka
itu lah yang disebut Raw Material. Bahan baku tersebut kemudian masuk
ke dalam unit operasi yang disebut Raw Mill (RM), (prinsip kerja dan
macam-macam RM dapat dilihat di referensi lain juga hehehe) seperti pada
gambar berikut.

Verticcal Raw Mill
Tujuan utama Raw Mill adalah:
1. Grinding
Material campuran yang masuk dihaluskan lagi, yang semula 700 mm, setelah keluar dari RM menjadi 9 Mikro.
2. Drying
Material campuran dikeringkan sampai
kelembaban 1%. Media pengeringan adalah hot gas yang berasal dari Kiln
(Kiln tar kita ketemu di depan Gan hehe)
3. Transport
Untuk menjelaskan ini harus tau dulu
prinsip kerja RM -.-” Intinya, hot gas yang dipakai untuk ngeringin
material juga berfungsi untuk mentransportasikan material campuran
tersebut. Bayangin aja Gan, 7 Mikro kalo ditiup hot gas kan terbang dia
4. Separating
Selama proses di RM, material yang sudah
halus kemudian menuju tahapan proses berikutnya, sedangkan yang masih
kasar akan terus mengalami penggilingan (grinding) sampai halus.
Setelah keluar dari RM, bahan material
ini disebut dengan istilah Raw Mix atau Raw Meal. Raw meal ini kemudian
masuk lagi ke sebuah storage atau biasa disebut Blending Silo. Selain
bertujuan untuk penyimpanan sementara, Blending Silo berfungsi untuk
tempat homogenization. Proses Homogenization intinya sama kek
Pre-homogenization, cuma ukurannya aja yang beda dan bahan penyusunnya
juga sudah tercampur. Pre-homogenization materialnya hanya limestone
saja, sedangkan Homogenization terdiri dari empat bahan baku semen.
Sehingga proses homogenisasi yang dilakukan bertujuan untuk
memaksimalkan pencampuran dari keempat bahan tersebut.
3. Clincker Manufacture
Raw Meal kemudian masuk ke sebuah unit
operasi yang disebut dengan Pre-heater. Pre-heater ini terdiri dari
beberapa siklon, umunya terdiri dari 4-5 siklon (4-5 stage) seperti
gambar berikut.
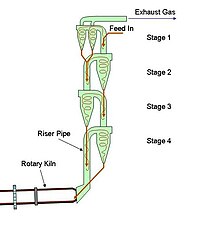
Pre-heater
Namanya juga Pre-heater, fungsinya
sebagai pemanasan awal sebelum masuk ke proses selanjutnya. Media
pemanasan sama kek di RM, yaitu berasal dari hot gas dari Kiln. Namun,
Inti utamanya dari proses pemanasan ini adalah untuk terjadinya proses
Pre-calcination. Dari proses kalsinasi ini mulai lah terbentuk
oksida-oksida pembentuk Klinker (hasil proses di Kiln). Proses kalsinasi
adalah sebagai berikut:
CaCO3 —-> CaO + CO2
Reaksi ini terjadi pada suhu sekitar
800°C (Untuk lebih jelasnya, silahkan pelajari unit operasi Pre-heater
dari referensi lain hehehe). Naaah, dari reaksi di atas, yang paling
utama adalah CaO nya Gan. Proses kalsinasi di Pre-heater hanya sekitar
95% nya, sisanya dilakukan di Kiln (pokonya kalo pengen lebih jelas,
pelajari prinsip kerja Pre-heater Gan ).
Setelah keluar dari Pre-heater, material
ini disebut dengan Kiln Feed. Kiln Feed ini masuk ke unit operasi
pembentuk klinker (terak) yang disebut dengan Rotary Kiln, seperti
gambar berikut.

Rotary Kiln
Di sini terjadi proses kalsinasi
lanjutan. Suhunya mencapai sekitar 1400ºC. Suhu sebesar ini diperoleh
dari pembakaran bahan bakar, biasanya digunakan batu bara, IDO
(Industrial Diesel Fuel Oil), Natural Gas, Petroleum Coke, dan lain
sebagainya. Pada suhu sebesar ini, di Kiln terjadi reaksi-reaksi logam
sehingga dihasilkan mineral-mineral baru, yaitu:
1. C3S (3CaO.SiO2)
2. C2S (2CaO.SiO2)
3. C3A (3CaO.Al2O3)
4. C4AF (4CaO.Al2O3.Fe2O3)
Mineral-mineral di atas yang kemudian
membentuk Clincker (klinker/terak). Setelah melewati Kiln, klinker ini
masuk ke dalam Cooler. Bayangin aja Gan, abis dipanasin ampe 1400ºC,
tiba-tiba aja didinginin ampe suhunya 100ºC. Kenapa harus demikian?
tujuannya diantaranya:
1. Heat recuperation
2. Keamanan (safety) dalam melakukan transportasi dan storage
3. Kualitas Klinker itu sendiri
Nah, Klinker ini lah cikal bakal semen
Gan. Tadi kan material itu udah dihalusin di Raw Mill jadi kek powder,
nah setelah lewat Kiln ini, karena proses-proses kimia yang dilalui di
Kiln maka material ini jadi Klinker, kira-kira kek gambar berikut.

Clinker (klinker)
Kualitas dari Klinker ini sebetulnya bisa
dikendalikan, yaitu semenjak proses pencampuran oleh Bin Silo yang
dilakukan sebelum masuk ke Raw Mill. Indikator-indikator kuliatasnya
adalah dengan menghitung nilai LSF (Lime Stone Factor), SM (Silica
Modulus) dan AM (Aluminate Modulus). Nilai ini juga dapat memandu kita
untuk membuat berbagi jenis atau tipe semen.
4. Cement Grinding
Setelah melewati Cooler, Klinker ini
kemudian dilewatkan ke Finish Mill. Naah oleh equipment ini lah maka si
Klinker berubah lagi menjadi powder. Jadi di dalem Cement Mill ini
klinker tadi di tumbuk, digerus pake bola-bola besi Gan, Cemen Mill nya
berputar sehingga bola-bola tersebut menggerus klinker menjadi powder
lagi. Bentuk Cement Mill atau Finish Mill kek gambar berikut.

Finish Mill atau Cement Mill
Sebelum digiling, biasanya komposisi
Klinker ditambah oleh bahan-bahan tambahan seperti Gipsum, Pozzolan,
Trash dan lain sebagainya. Untuk membuat semen Tipe I cukup ditambah
gipsum saja. Setelah halus, klinker ini berubah namanya menjadi hasil
akhir yaitu semen:) Semen ini kemudian ditampung di Cement Silo sebelum
akhirnya dikirim ke Bin Cement untuk proses Packing and Dispatch.
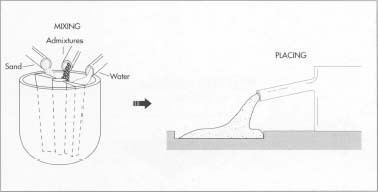
5. Packing and Dispatch
Langkah terakhir adalah pengepakan
semen-semen. Setelah dari Cement Silo, semen ditransport ke Bin Cement
dan akhirnya ada yang di packing dan ada yang dimasukan ke bulk (curah).

Bulk (curah)
Yaah…segitu aja gan gambaran kasar
mengenai proses pembuatan semen. Untuk lebih mengerti, alangkah baiknya
jika tau prinsip kerja dari unit operasi/equipment yang dipakai dan
mengerti tahapan-tahapan proses kimia yang terjadi selama proses
pembuatan semen. Semoga bermanfaat Gan